

















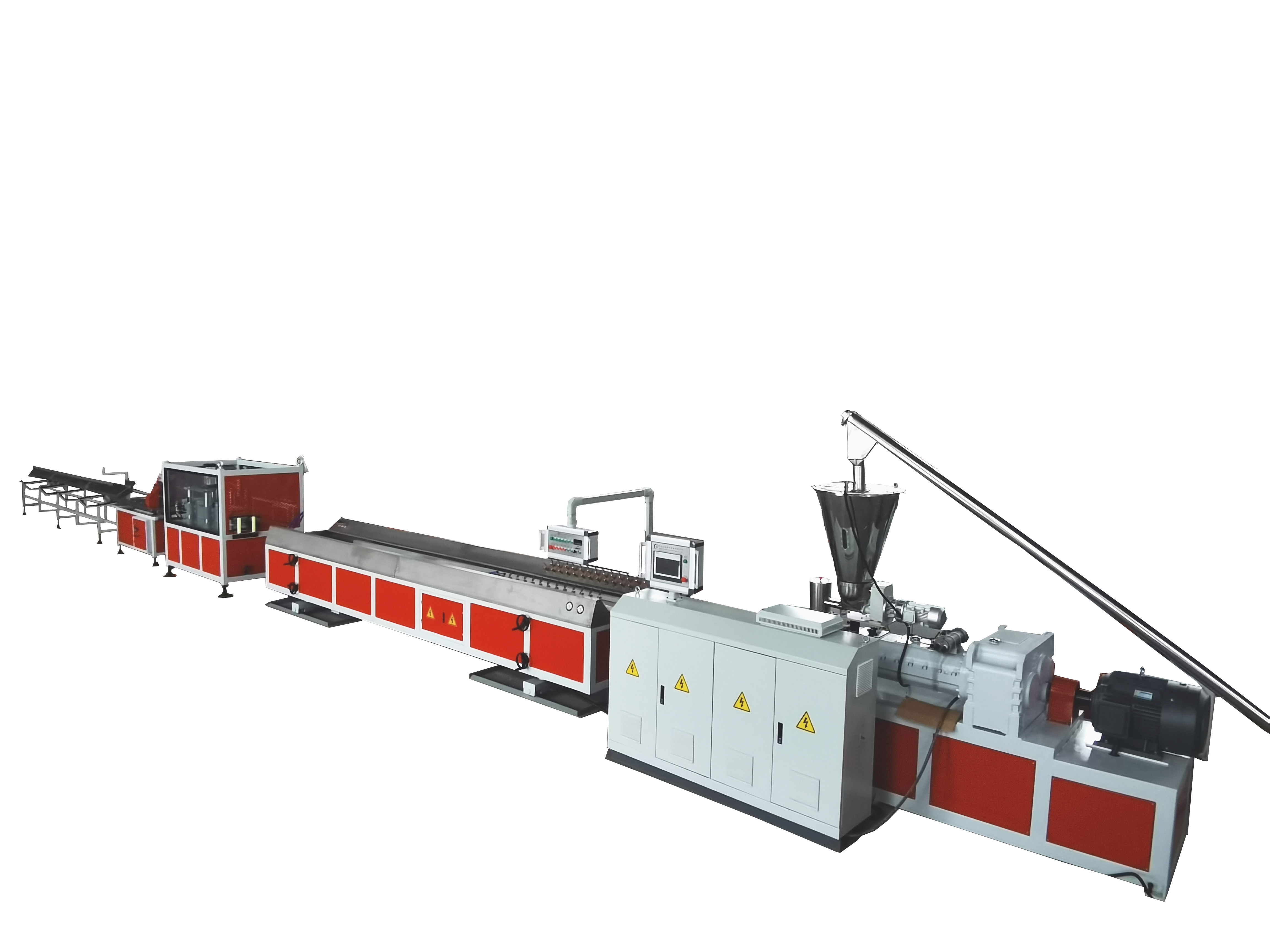







五层中空玻纤加强共挤塑料建筑模板生产线
产品中心
产品中心
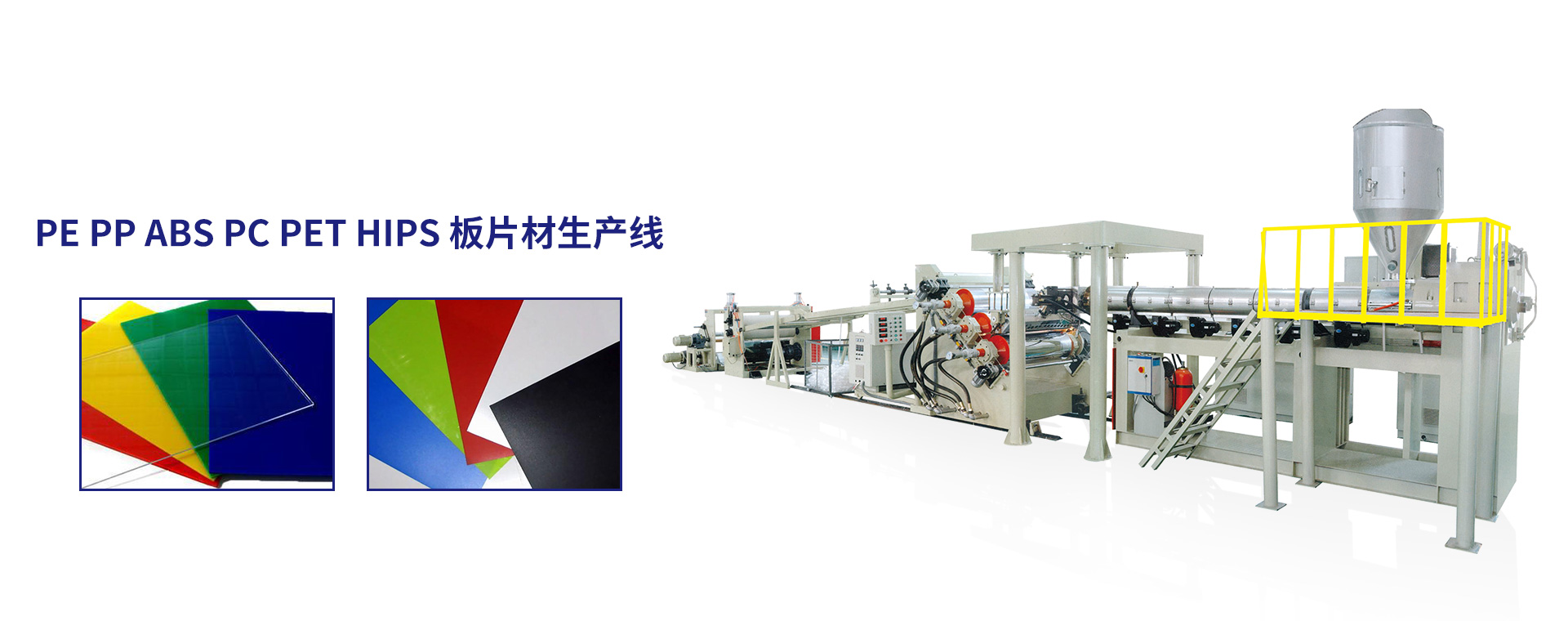
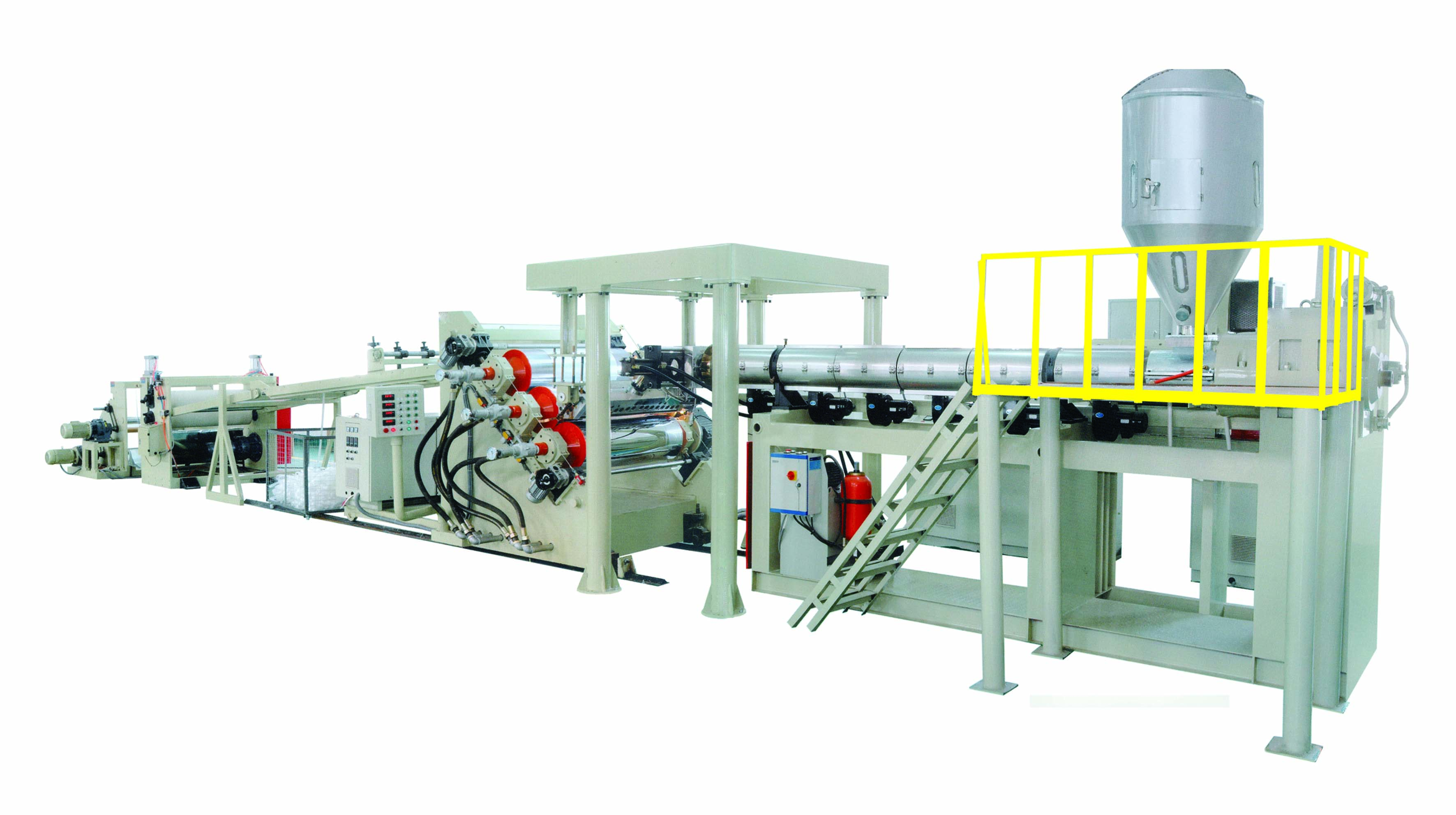
- 塑料板、片材生产线
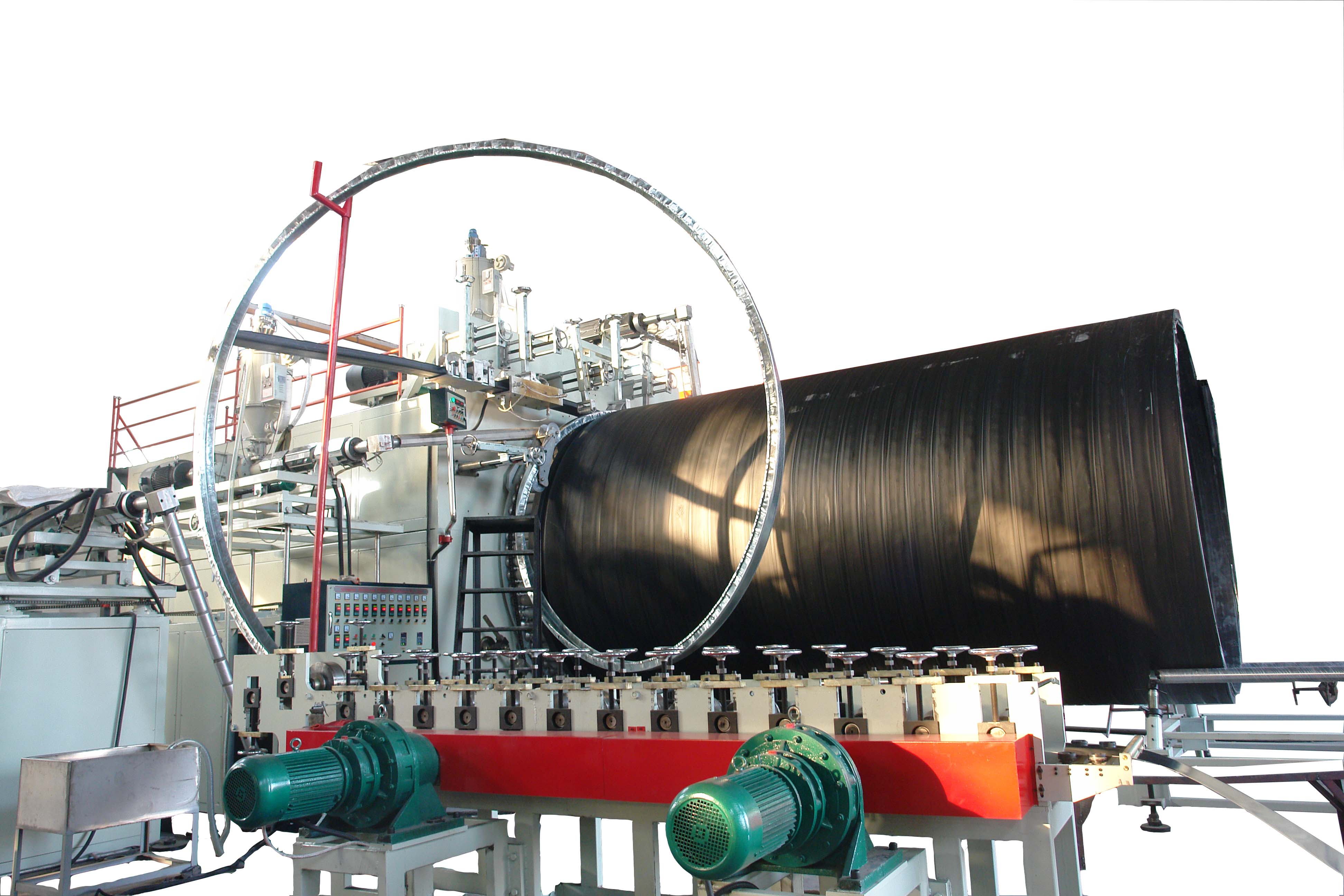
- 塑料管材生产线
- 塑料型材生产线
- 造粒生产线
关于我们
关于我们

| 青岛仕诚塑料机械有限公司是一家专业生产高性能、高品质的塑料机械设备的企业。公司坐落在美丽富饶的海滨城市—青岛,环境优美、交通便利。公司拥有一套先进的设计系统和一支经验丰富的技术队伍,是一家集科研开发、生产经营、技术服务为一体的高科技企业。公司凭借雄厚的技术力量,先进的生产设备,科学的管理,不断推出本行业的前沿产品,并与多处大专院校和科研所建立了长期稳定的合作关系,熟知市场动向,能以最快的速度转化最新的科技成果。产品有覆膜机、无纺布设备、中空板设备、格子板设备等,十几年来,产品已遍布全国各地,并出口到俄罗斯、智利、印尼、哈萨克斯坦、乌克兰,越南、印度、土耳其等国家;卓越的品质,完善的服务,赢得了用户的普遍赞誉 |




新闻中心
新闻中心
- Aug201827PE管材生产线生产时,由于操作人员对工艺和机器操作不够熟练等各种原因,常会致使塑料管材出现外表面粗糙,内部出现抖动环,壁厚不均,圆度不够等现象,所以要及时调整工艺,排除塑料管材生产线故障,才能提高产品质量。
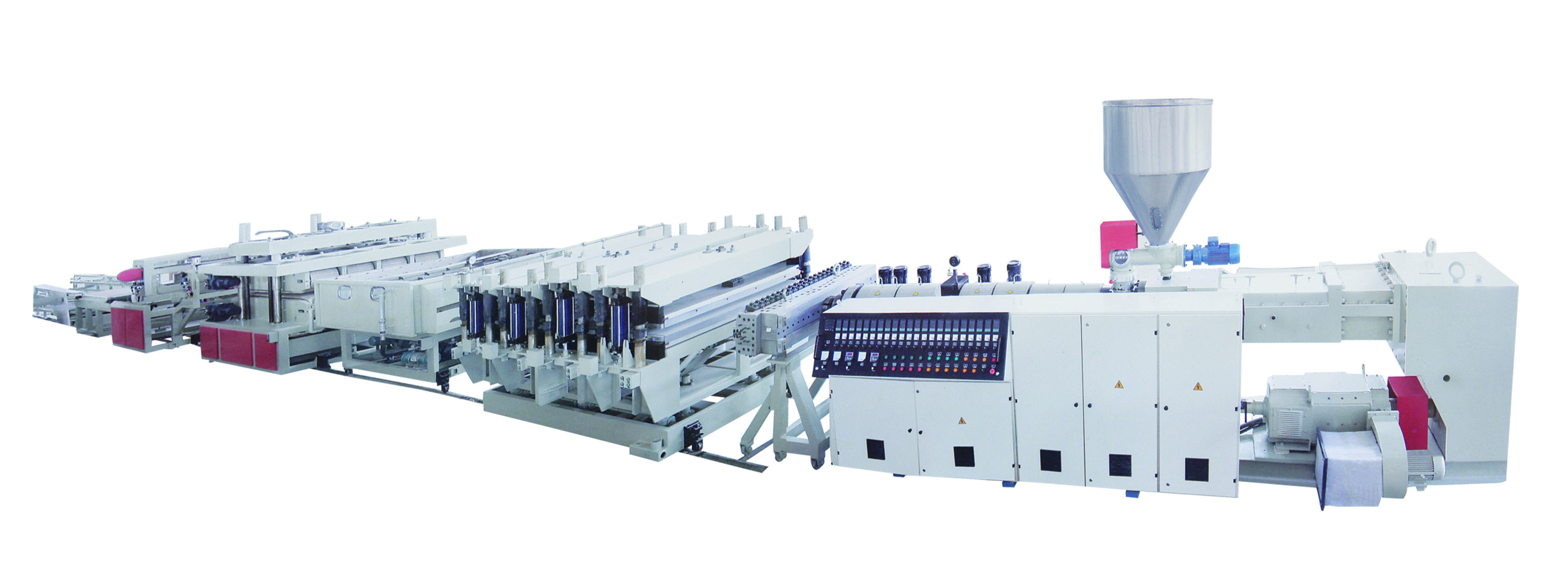
- Nov202009中空模板生产线/中空板设备由自动上料进入高速混料、再自动上料到双螺杆挤出机、由大板模具结构出料进行四节定型模定型、排辊托冷装置、裁边装置、牵引机、自动切割机、排辊输送机等组成
合作伙伴
合作伙伴

|

